
Often, operators think burring is a tooling problem, but that’s not always the case. The machine condition or punching method can contribute to these undesirable effects. Below is a list of things to investigate and a punching method that can help get better results, if you are seeing burrs in your operation.
What machine conditions should I look for when getting burrs?
1. Worn-out keys, drivers or guide assemblies.
2. Poor turret station alignment.
3. Worn bushings or shot pins.
4. Hole-to-hole accuracy issues (keep in mind that the better the machine holds hole accuracy, the less overlap).
How can an obround punch and a rectangle die help with burrs?
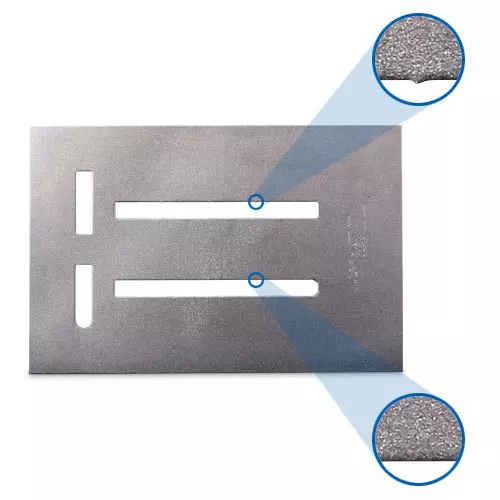
When punched during the slitting operation, the parent material expands on punch impact and contracts after stripping. Since you are double-hitting when slitting, the forces are different. The dimple is generated from the different cutting actions in the corner of a rectangular slitting tool.
Try this instead. Select an obround punch and pair it with a rectangular die for your parting tools (for example, in .060 mild steel, use a .250" x 3.000" obround punch and a .250" x 3.000" rectangular die with .009" clearance.) When you use this pairing, the material is supported on one side only which allows the material to roll more on the edge which results in a more uniform cut edge (see bottom of form image, above).
The Results:
• Smooth part edges that require little to no secondary finish or touch-up.
• Less tool wear, longer tool life. Punches with radius corners (i.e. obround) wear less than those with sharp corners.
• No changes to existing programs.
Interested in this solution? Contact a punching tooling technician at [email protected] or 866-752-6531.
For more expert solutions to your punching challenges, visit the Punching Ideas section of our website.
June 19, 2019