
Souvent, les opérateurs pensent que les bavures sont dues aux outils, mais ce n'est pas toujours le cas. L’état de la machine ou la méthode de poinçonnage peut aussi entraîner ces effets indésirables. Voici une liste à vérifier et une méthode de poinçonnage pour améliorer les résultats si vous constatez des bavures.
Quels états de machine faut-il vérifier en cas de bavures ?
1. Clés, entrainements ou guides usés.
2. Mauvais alignement des stations de tourelle.
3. Manchons ou goupilles usés.
4. Problèmes de précision entre trous (plus la machine maintient la précision, moins il y aura de chevauchement).
Comment un poinçon oblong et une matrice rectangulaire aident-ils contre les bavures ?
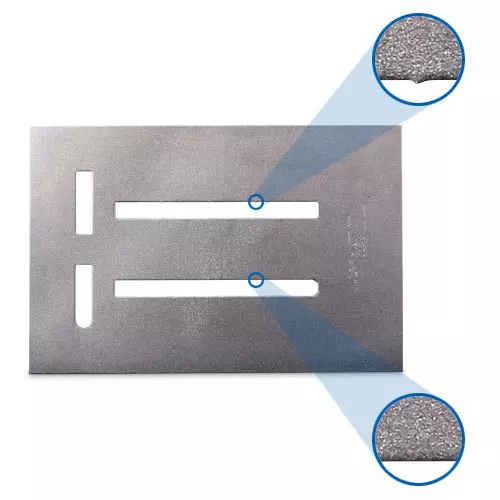
Lors de la découpe, le matériau parent s’étire à l’impact puis se contracte au dégagement. En double découpe, les forces diffèrent. Le creux se forme aux angles d'un outil rectangulaire de découpe.
Essayez ceci : choisissez un poinçon oblong et associez-le à une matrice rectangulaire pour vos outils de séparation (ex : acier doux 1,5 mm, poinçon 6,35 x 76,2 mm oblong et matrice 6,35 x 76,2 mm rectangulaire avec un jeu de 0,23 mm). Cette combinaison supporte le matériau d’un seul côté, permettant un roulis plus marqué et un bord de coupe plus régulier (voir le bas de l’image du formulaire ci-dessus).
Résultats :
• Bords nets nécessitant peu ou pas de finition secondaire.
• Moindre usure des outils, durée de vie prolongée. Les poinçons à angles arrondis (oblongs) s’usent moins que ceux à angles vifs.
• Aucun changement dans les programmes existants.
Intéressé par cette solution ? Contactez un technicien outillage au [email protected] ou au 866-752-6531.
Pour plus de solutions expertes, consultez la section Idées Poinçonnage de notre site.
19 juin 2019